






利用连续式轧管机组生产热轧铜陵精密管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。
铜陵精密管的特征:
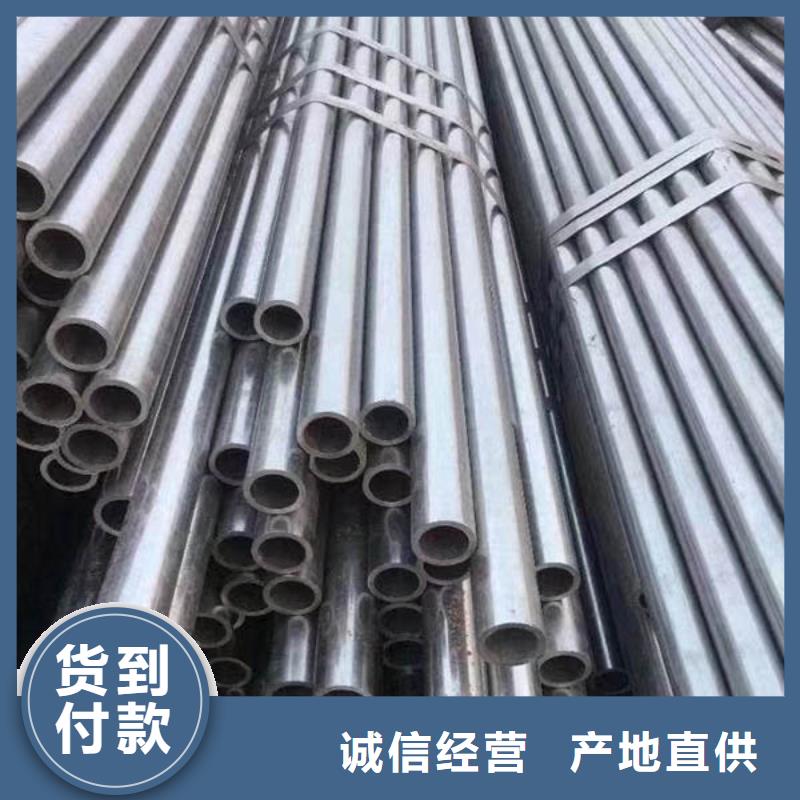
汽车精密钢管尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。精密液压无缝钢管独特的优越性,在液压行业得到广泛推广应用。
铜陵精密管尺寸允许偏差:
铜陵精密管尺寸及允许偏差:精密钢管一般规格为10*1-203*25,国标要求公差范围:
偏差等级 标准化外径允许偏差
D1 ±1.5%,小±0.75 mm
D2 ±1.0%。小±0.50 mm
D3 ±0.75%.小±0.30 mm
D4 ±0.50%。小±0.10 mm
铜陵精密管的加工方式:
首先,铜陵精密管的处置模式有两种, 种是运用精拨工艺处置的钢管,第二组则是采用了冷轧技艺制作,精密无缝因为采用的是一体冲轧成型,所以表面均没有氧化物质,精密无缝管继承了无缝管的传统特点,在受到高压冲撞时,不会出现泄漏的问题,运用先进的技艺制作的精密无缝管,精密要比一般的无缝管高,比较适合高压设备。
铜陵精密管的原材料采用了非常先进的钢材配方,主料以碳、硅为主要,辅助以锰等金属元素,强化了原材料材质,可以媲美相当高的规格钢材,精密无缝管在精度和光洁上都大大先进与其他的钢管。
对铜陵精密管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。
铜陵精密管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。
铜陵精密管热处理过程:
铜陵精密管真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式。
油淬易引起工件表面变质。由于表面活性大,铜陵精密管在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。
铜陵精密管真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬,但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。
铜陵精密管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点。
铜陵精密管的适用范围:
铜陵精密管是一种无铬多元素贝氏体型热强钢。钢中虽然不含铬,但由于多元素综合作用,使钢具有较高的热强性、抗氧化性和组织稳定性。可作使用温度为580℃的锅炉过热器管,也可用于压力容器等。
铜陵精密管的热处理规范:
热处理规范:正火970~1010℃,保温时间按1.5min/壁厚mm,但不小于20min。760~780℃回火,3h。
清理铜陵精密管注意事项:
1、要严格控制处理液的温度与操作时间;
2、酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗;
3、生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。
